Nyomtatási Útmutató
A 3D nyomtatáshoz elkészíteni egy 3D modellt kicsit más mint egy általános 3D tervezési folyamat.
– 3D nyomtatáskor ahhoz, hogy áthidalásokat, illetve vízszintes furatokat is ki lehessen alakítani, a test felépítésén kívül szükség van támasz építésére is a nyomtatás során. Ez azért fontos, mert alátámasztás nélkül nem áll meg a levegőben a megfelelő réteg magasságában az olvasztott műanyag. Ennek okán a szükséges helyekre támaszték kerül nyomtatásra, amely a nyomtatás folyamán biztosítja a modellanyag alátámasztását. (A nyomtatás végeztével a támasztékot eltávolítjuk.) A támaszték kiszámítását a nyomtatóhoz tartozó szoftver végzi el az általunk megadott paraméterek segítségével.
Tervezésnél érdemes figyelembe venni, hogy minél kevesebb a támaszték nyomtatása, annál rövidebb a nyomtatási idő. Ehhez érdemes az éles kiszögelések helyett 45 fokos töréseket alkalmazni illetve ívben átvezetni a kiszögelést.
– A 3D modellnek zárt formának kell lennie ahhoz, hogy nyomtatható legyen. Érdemes a modellezés folyamán figyelni az ‘open edge’-k bezárására.
– Maximális nyomtatási méret: 305 x 305 x 457 mm
– Ideális falvastagság 2 mm-nél kezdődik, minimum fal vastagság 1 mm.
– Amennyiben üreges testről van szó, a belső támasztékanyagot nehezen vagy egyáltalán nem tudjuk eltávolítani.
– Nagy lapos felületeknél előfordul a vetemedés, ezt a modellezés során meg lehet előzni. A forma kialakítása előtt érdemes konzultálni szakembereinkkel.
– Illesztéshez a ráhagyás minimum 0,2 mm.
– Fontos továbbá még, hogy a tervezés utolsó lépéseit se kapkodjuk el, ugyanis sok hiba ilyenkor keletkezik. Ezen utolsó lépések egyike az stl fájl készítés. Az esetek többségében a hibás stl fájlok ezen utolsó lépés elkapkodásából származnak. Érdemes az stl file exportálásánál nagy felbontást és gazdag részletek beállítását választani.
Nyomtatási anyagok:
Egyszerűen használható polimerek.
PLA:
A politejsav (PLA) az egyik legnépszerűbb, piacon is fellelhető bioműanyag. A PLA felépítő egysége a tejsav (LA), amely előállítható vegyi vagy biokémiai úton tejsavbaktériumok segítségével akár mezőgazdasági, illetve ipari melléktermékből, úgy mint burgonyarost, törköly, papíripari iszap, különböző, de megújuló nyersanyagokból is, ilyen pl.: a cukorcirok, a kukorica, a búza, a cukorrépa, a cukornád stb. Ez a bioműanyag képes a biológiai úton történő lebomlásra, emellett komposztálható is, valamint tartalmaz hidrolízisre érzékeny csoportokat. Meleg állósága valamelyest gyengébb, nem tölthető bele forró termék, azonban jó hideg állóságának köszönhetően (-25°C-on tartósan tárolható) fagyasztott termékek csomagolására kiváló. A politejsav gáz- és vízgőzáteresztése magasabb mint a hagyományos műanyagoké. A PLA jó mechanikai tulajdonságokkal rendelkezik, azonban viszonylag alacsony ütőszilárdságú anyag. Az anyag keménysége, ridegsége, ütőszilárdsága és rugalmassága befolyásolja, hogy milyen területeken alkalmazható.
ABS
Mesterségesen előállított polimer.
Az ABS szilárdsága a polikarbonátnál kisebb, felülete puhább, UV sugárzásra érzékeny vagyis öregszik. Az ABS Akrilnitril, Butadién és Sztinén molekulákból álló vegyület, melynek keverési aránya befolyásolja az anyag fizikai tulajdonságait, szilárdságát, rugalmasságát és felületi keménységét.
Hétköznapi megjelenési formája a mindenki által ismert fekete műanyag vízcső vagy az autók lökhárítója.
Márkáink technológiák szerint:
Technológia: Fused Filament Fabrication, magyarul szálhúzásos nyomtatás.
Ultimaker
Craftbot
Markforged
Technológia: Szereolitográfia Műgyanta használatával
Formlabs
DWS
3D kisokos
Az újabb és újabb technológiák gyakran megváltoztatják a termékek előállítási módját, gyártását – gőzgép, futószalag, számítógép, hogy csak néhány történelmi példát említsünk. Napjainkban is hasonló jelentőségű ipari forradalmakhoz közelgünk. Az egyik a leghamarabb hétköznapi valósággá váló 3D nyomtatás.
Eleve gyorsan növekedő, gyakorlatias és az életet alapjaiban megváltoztató iparágból, a számítógépiparból fejlődött ki egyre önállóbb szakterületté. Praktikusabb, hétköznapibb és laikusok számára is konkrétabb, érthetőbb, mint a másik négy diszciplína.
Az STL fájlok alapszabályai
Szeretnénk kis segítséget nyújtani a 3D modellek elkészítésében úgy, hogy az nyomtatható legyen.
Úgy tűnhet, hogy a 3D nyomtatásnak nincsenek határai, de van egy-két dolog, amire maga a technológia vagy az anyagok nem képesek. Az alábbiakban a lenyíló képeken ezeket részletezzük.
1. Szilárd testekben gondolkodjunk, fontos a falvastagság!
A 3D nyomtatók csak olyan 3D modelleket képesek kinyomtatni, ahol van falvastagság. Sík falak esetén minimum 1,5 mm-es falvastagságot érdemes választani. Semmiképp sem lehet 0 mm, felületmodelleket ugyanis nem lehet kinyomtatni. A 3D nyomtatás nem alkalmas vékony fólianyomtatásra.

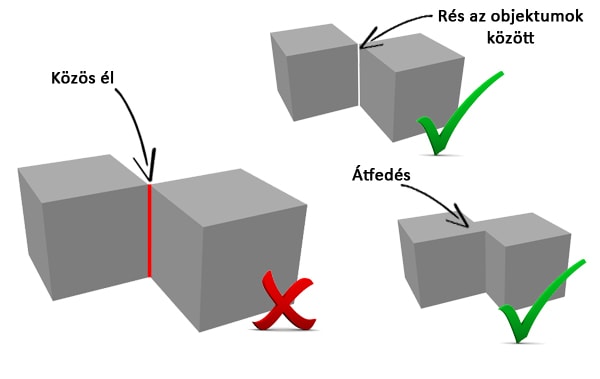
2. Közös élek elkerülése!
A modellnek nem szabad közös sarkokat tartalmaznia a különböző objektumok között. Vagy legyen egy minimális távolság közöttük például 2 mm vagy lehet átfedés, ha az objektumok összecsatlakoznak.
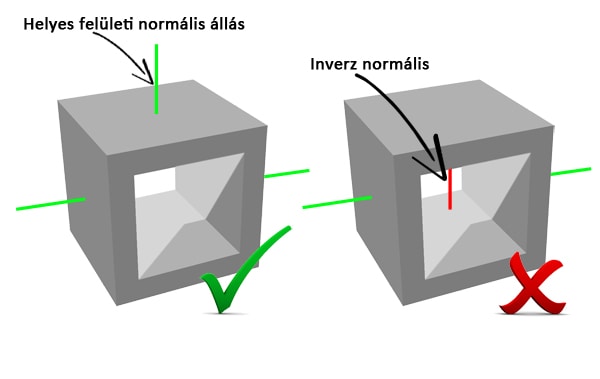
3. Figyeljünk a normálisokra!
A normálisok merőleges referencia pontok egy felületen. Meghatározzák, hogy az adott felület egy külső vagy belső felszín. Egy invertált normális olyan normális, ami rossz irányba mutat. A számítógépnek így azt mutatja például, hogy egy adott külső felszín belső felszín, amikor valójában nem is az. Ez a probléma könnyen megoldható a Netfabb Basic nevű ingyenesen letölthető programmal.
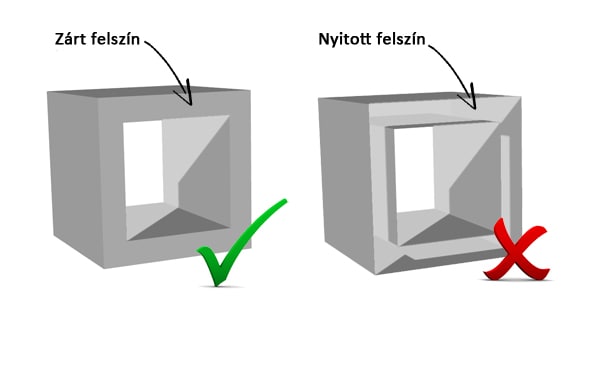
4. Zárt felszínekkel dolgozzunk!
Mielőtt nyomtatásra kerülne a modell meg kell győződni róla, hogy tartalmaz-e nyitott felszínt. Itt maga a test nem zárt, a felületből hiányzik egy felszínrészlet. Ez a probléma maga a modell elkészítése közben fordulhat elő, mikor felületmodelleket rajzolunk vagy előfordulhat .stl formátumba konvertálás folyamán is, hogy valami hibás lesz.
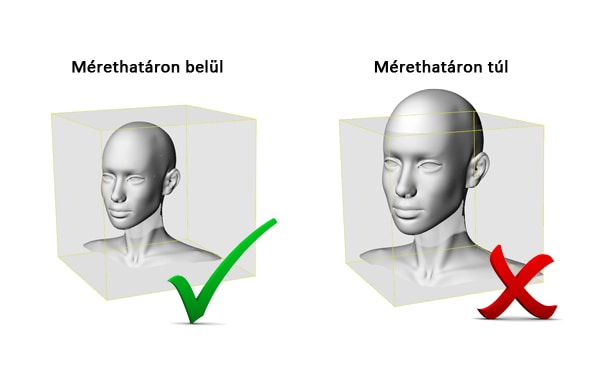
5. A nyomtatási méretek figyelembevétele!
Minden 3D nyomtatónál megvan az a maximális befoglaló méret, aminél nagyobbat nem tud kinyomtatni. Érdemes ellenőrizni, hogy a választani kívánt nyomtatónál mekkorák ezek a méretek és attól függően kell elkészíteni a modellt. Ha mindenképpen ragaszkodunk egy adott mérethez és a nyomtató nem képes az adott méret kinyomtatására, lehetőség van a modell feldarabolására kisebb részekre és utólagos összeillesztésre.
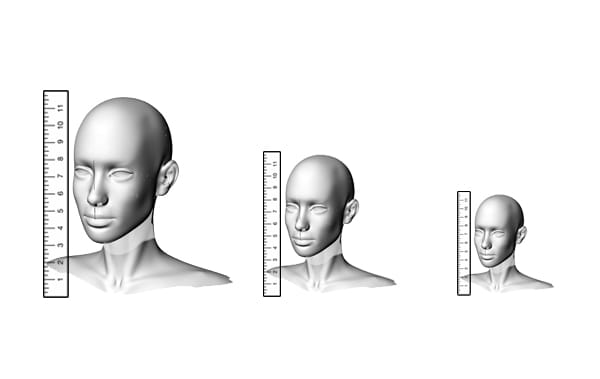
6. Méretváltoztatás
Modellünk méretének csökkentése drasztikusan lecsökkenti magának a nyomtatásnak az árát és időtartamát. Itt is tartsuk figyelemben a minimum falvastagságot kicsinyítésnél, és azt a tényt, hogy az apróbb részletek még kisebb méretet kapnak, így a nyomtató felbontásától függően elveszhetnek.
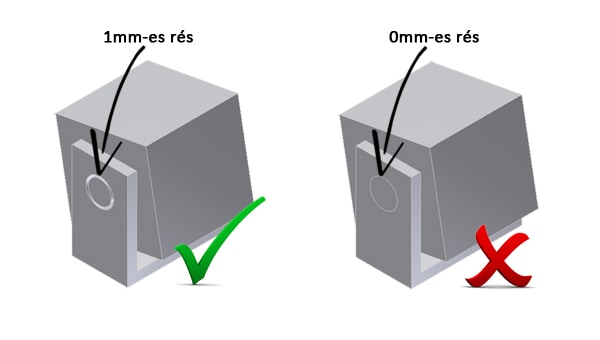
7. Mozgó alkatrészek
Ha mozgásra képes tárgyat szeretnénk nyomtatni nem szabad megfeledkezni az alkatrészek közötti rés méretéről. Úgynevezett tűrésről. Ha nem megfelelő ez a résméret akkor a nyomtatott tárgy nem lesz képes a mozgásra. Tartsuk figyelemben a résméret megválasztásánál, hogy az adott nyomtatónak mekkora a felbontása, erről konkrétabb tájékoztatást kérjen a kollégáinktól.
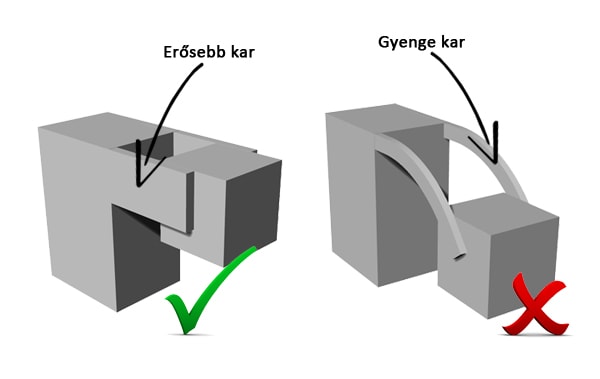
8. Megfelelő arányok
Ha modellünk szerkezete olyan, hogy például karokkal kell tartani egy bizonyos súlyt, ügyelnünk kell a karok megfelelő méretére. A túl vékony karok ugyanis lehajlanak a súly alatt és sikertelen lesz a nyomtatás.
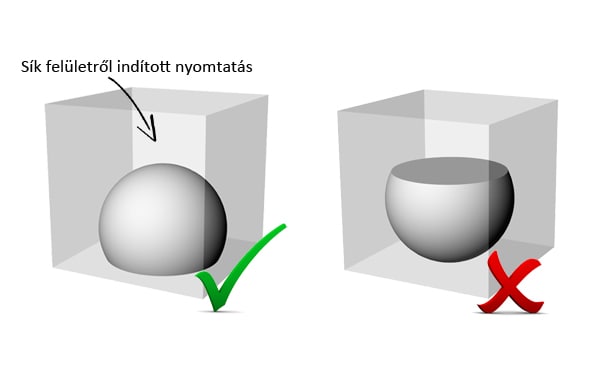
9. Sík felületről induló nyomtatás!
A szálhúzásos nyomtatókon a nyomtatás a modell egy sík felületéről indul, ami megfelelően le tud tapadni a nyomtató tálcájához. A nyomtatás alapját ez a sík felület adja.
Ha nem megfelelő a tapadás, nem lehet kinyomtatni a tárgyat. Nem feltétlenül kell, hogy ez a felület a tárgy alja legyen. Például ha a tárgyunknak a teteje sík, akkor a nyomtatás fejjel lefelé történik, de ez nem jelent problémát.
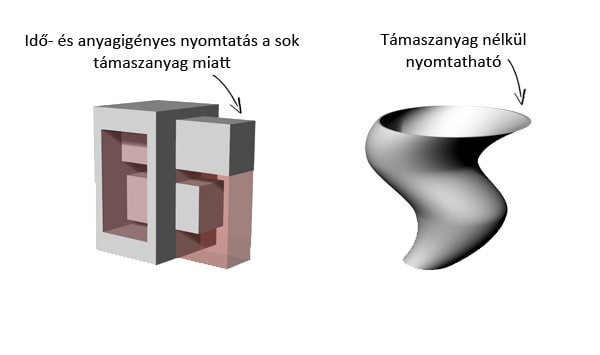
10. Kevesebb támaszanyag = gyorsabb és gazdaságosabb nyomtatás!
A formák kialakításánál ajánlott figyelembe venni, hogy a szálhúzásos gépeken a támaszték nyomtatása idő- és anyagigényes, emellett a támaszanyag letapadása enyhén rongálja a felületet is. Nagymértékben lehet csökkenteni a nyomtatás árát az íves felületek illetve a kb. 45 fokos kiszögelléseket használó formákkal.